Future Tech Solutions provide to you to bring your plant onto a single screen — real-time monitoring, alarm management, trends and reports with PLC/RTU integration, historians and secure industrial networking for plant machines, electrical consumption system, water, Air, temperature, pressure, flow systems, utilities and process plants. Our main purpose with this is to save information for you for present & future analysis. There are many benefits of HMI Data Logging as follows, Energy Efficiency, Predictive Maintenance, Faster Troubleshooting, Root Cause Analysis (RCA), Process Optimization, Regulatory Compliance, Quality Control, Remote Monitoring. Enhanced Worker Safety, Traceability and Rapid Recalls, Just-in-Time Production.


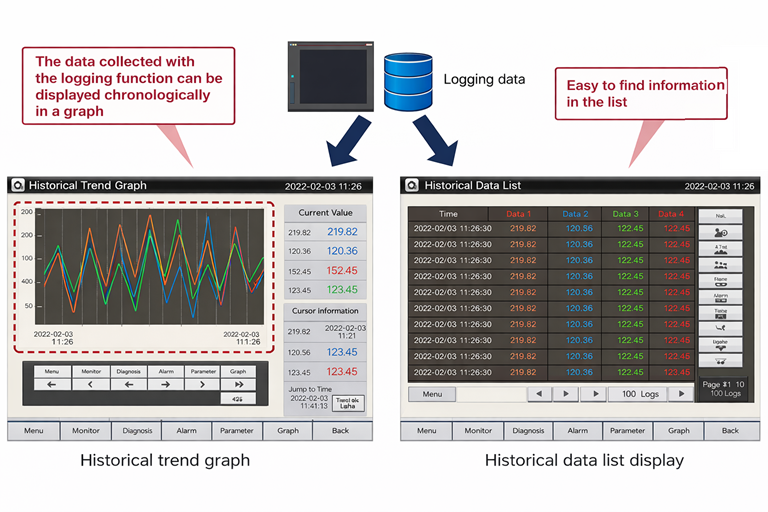
control system with data logging automates, monitors, and records process variables—such as temperature, pressure, or humidity—over time, providing essential, accurate data for analysis, quality assurance, and regulatory compliance. These systems use sensors to capture data, storing it locally or in the cloud for trend analysis, fault detection, and automated reporting.
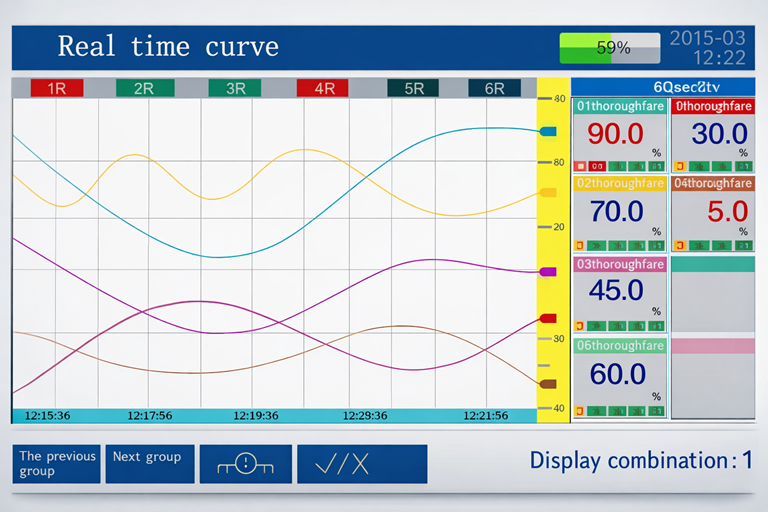
Real-time graph is a data visualization tool that automatically updates to display data as it is generated, without requiring manual page refreshes. These charts, often used for live monitoring, instantly map incoming data streams—such as IoT sensor feeds, financial, or system performance data—against time.
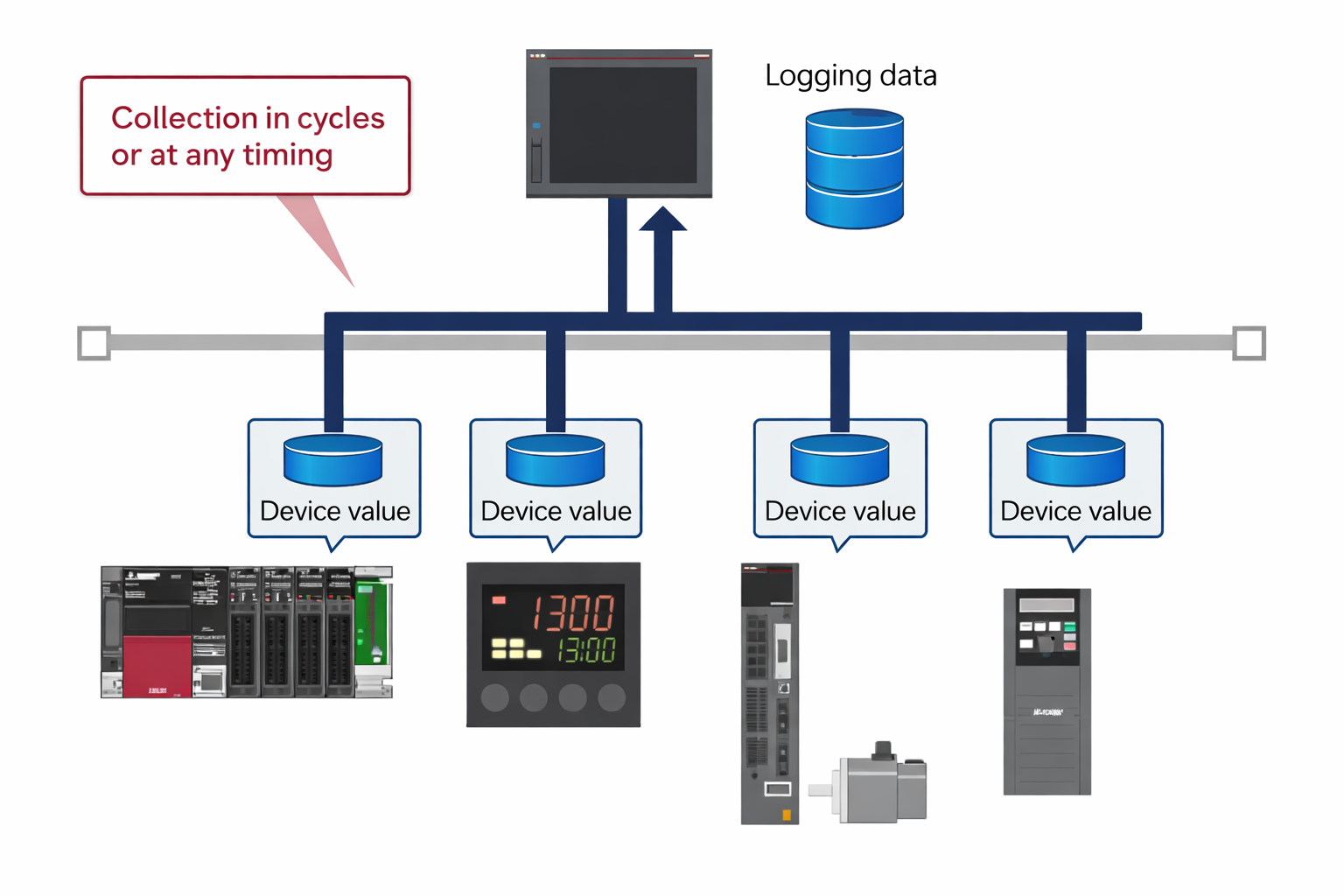
Data logging for multiple equipment involves using microprocessor-based systems with multiplexers to simultaneously monitor, record, and process data from hundreds of sensors (temperature, voltage, etc.) across various machines. These systems, acting as "black boxes" or IoT-enabled devices, securely store data locally or in the cloud for real-time analysis, maintenance, and compliance.
Capabilities & Scalability: Modern loggers can handle hundreds of channels simultaneously and support high-speed data acquisition, often with modular designs allowing for future expansion.
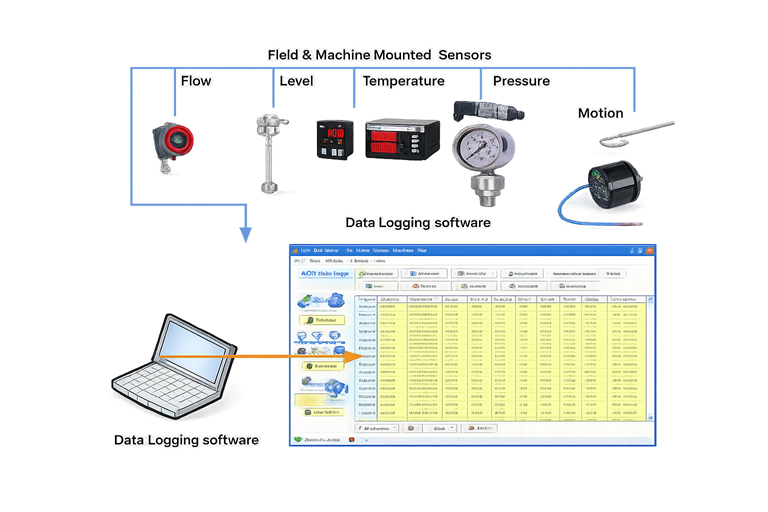
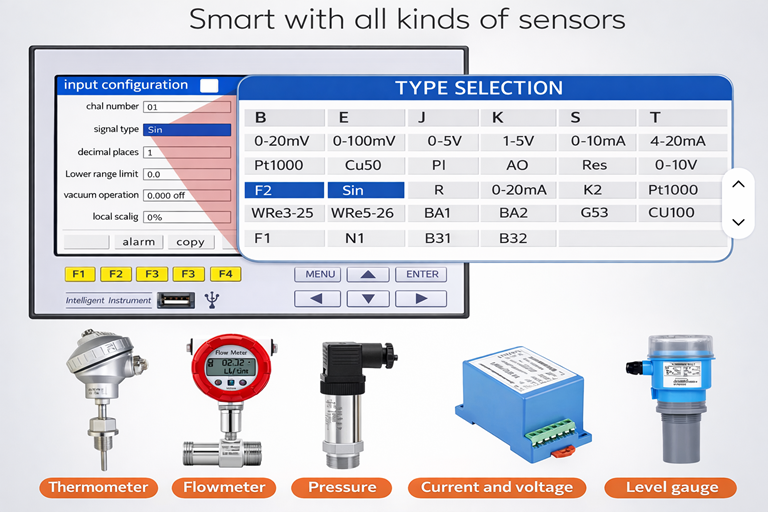
Measurement Types: Systems record various parameters including analog voltage/current (4-20"mA" 4−20 mA), thermocouple temperatures (K, J, T), pulse/RPM, and digital status signals.
Networking & Communication: Data can be retrieved via USB, LAN, or wireless connections (Bluetooth, cellular) for remote monitoring and cloud storage.
Protocols: Standardized communication protocols like Modbus, CAN-Bus, or SDI-12 are used to connect to diverse industrial instruments.
Applications: Common uses include environmental monitoring in manufacturing, HVAC, cold chain logistics, and machinery performance tracking.
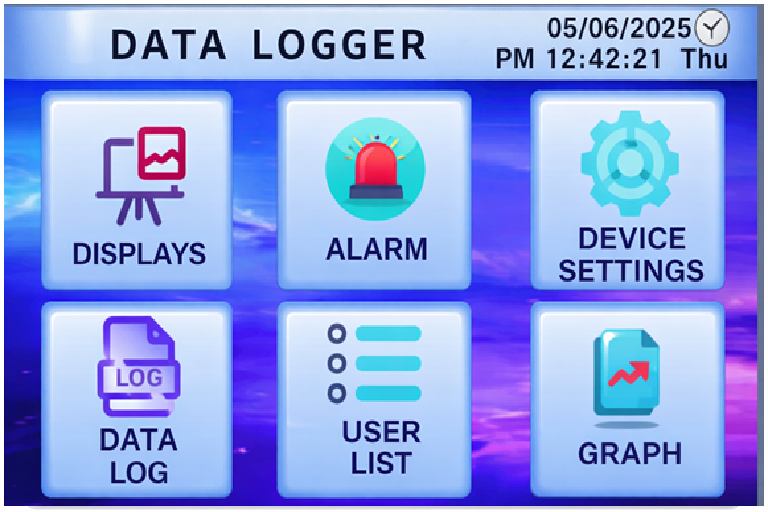
Centralized Control: Enables monitoring of multiple assets or vehicles from a single interface.
Improved Efficiency: Reduces the time required to manually check individual machine status.
Predictive Maintenance: Helps identify trends and potential failures before they occur.